
За десятилетия развития лазерной техники оптические системы лазерных установок прошли путь от простой линзы до интеллектуально насыщенных оптомеханических комплексов.
Бурное развитие лазерных технологий началось в шестидесятые годы прошлого столетия сразу после создания первых мощных коммерческих лазеров.
Уникальные свойства лазерного излучения дали специалистам принципиально новый инструмент, поэтому поистине с космической скоростью целая череда научных прорывов последовала в первые годы развития нового направления.
Формирование основных концепций применения лазеров в основном было завершено к концу следующего десятилетия. В эти годы интенсивного накопления знаний приоритетное внимание уделялось созданию новых лазерных источников. Оптическая система (ОС) лазерной технологической установки (ЛТУ) выполняла единственную функцию обеспечения энергетики, необходимой для данного технологического процесса и, как правило, представляла собой простую фокусирующую линзу.
Загрузка и позиционирование объектов лазерной обработки осуществлялись вручную, контроль качества обработки производился после окончания процесса, а результаты контроля использовались для корректировки режимов обработки в ее последующих циклах. По мере развития, при неизменной физической сущности процессов лазерной обработки, их спектр существенно расширился как за счет интенсивного освоения аддитивных и селективных технологий, так и за счет впечатляющей миниатюризации их возможных объектов.
По-прежнему, основными критериями оценки системы лазерной обработки остаются скорость и качество проводимого технологического процесса. Однако, требование максимальной производительности ЛТУ, связанное с вопросами экологии, энерго- и ресурсосбережения, превратилось в парадигму. В связи с этим ОС ЛТУ наделяются обширным рядом дополнительных функций, и по сложности соперничают с лазерными источниками, а часто и превосходят их.
Независимо от осуществляемого технологического процесса, типа лазерного источника, обрабатываемого материала и прочих условий, любая ОС ЛТУ должна выполнять следующие функции:
- формировать пространственные характеристики пучка, обеспечивающие требуемую энергетику процесса;
- компенсировать лазерно-индуцированные изменение этих характеристик;
- управлять ими по заданному закону;
- формировать поле обработки требуемого размера;
- обеспечивать необходимую абсолютную точность позиционирования пучка в поле обработки;
- быть свободной от бликов, отраженных от поверхностей ОС и сфокусированных на оптике лазерного источника;
- обладать достаточной лучевой прочностью и долговременной резистентностью к продуктам разрушения объекта в процессе обработки.
Оптическая система с осевыми пучками в портальных, планшетных и роботизированных лазерных технологических установках
В портальных, планшетных и роботизированных ЛТУ позиционирование пучок/объект осуществляется перемещением обрабатываемого объекта относительно неподвижной ОС, либо перемещением оптической головки относительно неподвижного объекта. В таких ОС пучок распространяется по/вблизи оптической оси (рис. 1). ОС твердотельных и газовых лазеров состоит из расширите ля пучка с увеличением m, обеспечивающего его необхо димый размер для получения заданной выходной аперту ры, и фокусирующего объектива, рис. 1а. В случае, когда пространственные характеристики входного пучка имеют сильную асимметрию, система предваряется компенсатором (на рисунке не показан). В ОС ЛТУ с волоконными лазерами функции расширителя пучка выполняет коллиматор, рис. 1б. В силу очевидных соображений стараются минимизировать размер пучка в зоне обработки, чтобы получить требуемую яркость при минимальной мощности лазерного источника.
Конфигурации на рис. 1а и 1б дают универсальность и гибкость, допуская использование различных объективов и коллиматоров без изменения конструкции оконечного устройства ЛТУ. Параллельный ход лучей дает возможность размещения любых зеркал и дихроичных элементов, необходимых для излома оптической оси, мониторинга процесса, введения излучения других источников. Более простое, но лишенное универсальности решение представляет собой система без параллельного хода пучка, рис. 1в. Сложность конструкции ОС, работающих с осевым пучком, определяется суммой всех числовых апертур.

рис.1 Схемотехника оптичнской системы с осевыми пучками
Сканирующие оптические системы
Не менее многочисленный класс ЛТУ обрабатывает неподвижный объект при неподвижной оптической головке, а позиционирование лазерного пучка производится за счет его углового сканирования. Для формирования сложных траекторий движения пучка используются гальванометрические сканеры, для растровой заливки больших полей — вращающиеся полигоны. В зависимости от назначения ЛТУ сканер может быть размещен как до, так и после ОС. Основное требование к ОС систем преобъективного сканирования — обеспечение постоянного размера пучка на плоском поле заданных размеров.
Дисторсия ОС и фундаментальная нелинейность сканера не являются проблемами, так как компенсируются программным обеспечением, реализующим движение зеркал не по линейному, а по сложному полиномиальному закону. Обычно в ЛТУ с такими ОС диагональ поля обработки примерно равна фокусному расстоянию при отклонении от телецентричности не более 10°. Диапазон входных углов может достигать ±60°, поэтому расчет таких ОС предусматривает исправление всех известных аберраций. Так как их вклад зависит от входного угла, равенство размеров пучка по всему полю может быть достигнуто только в ОС с дифракционным качеством. Основные приемы конструирования таких ОС заключаются в применении стекол с существенно разными показателями преломления, организации межлинзовых воздушных промежутков, использовании плоско-вогнутых менисков с достаточной толщиной и концентрических, биапланатических или конфокально-апланатических линз [1].
Главными достоинствами ЛТУ с ОС преобъективного сканирования являются высокие скорость и воспроизводимость позиционирования в сочетании с относительно невысокой стоимостью. Многолинзовая конструкция приводит к необходимости учета расположения обратных бликов, отраженных от поверхностей оптических компонентов и сфокусированных назад в лазер и пространство зеркал сканера [2]. Обратная фокусировка обычно имеет дифракционное качество, так как при круговом обходе каждый фрагмент объектива представляет собой симметричную ОС. Даже несмотря на наличие просветляющих покрытий, плотность мощности в сфокусированных бликах может достигать сотен МВт/см2, что достаточно для разрушения оптики при многократном воздействии.
Таким образом, устранение опасных бликов является не менее важным требованием, чем высокое оптическое качество ОС. Это существенно усложняет расчеты и зачастую ведет к нетривиальному дизайну.
При существенном увеличении размеров поля обработки стремление к сохранению высокой яркости пучка и, соответственно, необходимой выходной апертуры, ведет к тому, что сложность системы выходит за грани разумного, так как для сканирующих ОС увеличение выходной апертуры на 0,02 требует дополнительного сферического компонента.
Поэтому для обработки больших полей чаще используют ОС с постобъективным сканированием осевого пучка, рис. 2б.
В таких системах единственная линза, размещенная перед сканером в осевом пучке, дает дифракционное качество изображения. Проблему обратных бликов в таких ОС можно считать отсутствующей. Помимо большего
отклонения от телецентричности, основным недостатком таких систем является то, что фокус находится на квазисферической поверхности с радиусом Ri, поэтому размеры пучка на плоскости существенно разные. Корректировка размеров пучка осуществляется так называемой динамической z-осью, реализуемой подвижкой любого из оптических элементов, расположенных перед сканером.
Скорость отслеживания z-координаты напрямую зависит от массы перемещаемого элемента, поэтому для достижения максимальных скоростей вводится афокальная Галилеевская система с небольшим увеличением, входная линза которой располагается на линейном драйве.
Однако, даже такой подход дает существенно меньшую скорость обработки, чем с системами преобъективного сканирования. Очевидно, что дисторсия в таких ОС отсутствует, но нелинейность сканера проявляется сильнее, что вкупе с управлением z-осью делает программное обеспечение позиционирования пучка существенно более сложным. Также в таких ОС рабочее расстояние всегда существенно меньше фокусного, что требует дополнительных мер для защиты оптики продуктами разрушения объекта обработки. Интересным решением являются ОС со структурой стекло — жидкость — мембрана [3] с диапазоном и скоростью фокусировки до 10 дптр и 104 дптр/с соответственно. Такие ОС используются
в обоих типах сканирующих систем.
В последнее время начали развиваться так называемые infinite field of view (IFOV) системы [4], в которых позиционирование пучка является комбинацией линейного перемещения объекта обработки и углового перемещения сканирующих зеркал. Существенно отметить, что оба движения задаются единственным вектором.
К безусловным достоинствам таких систем относятся принципиальное отсутствие ограничения размера поля обработки и высокая точность гальванического сканирования, осуществляемого в небольшом диапазоне углов.
Основной недостаток смещается в финансовую область: использование двух систем позиционирования и сложного программного обеспечения приводят к существенному увеличению стоимости.

Рис. 2. Системы пре- и постобъективного сканирования и размер пуч
Оптические системы с с преобразованием пространственного профиля пучка (beam shaping)
Самостоятельную группу представляют ОС, преобразующие пространственный профиль исходного лазерного пучка так, чтобы он наилучшим образом удовлетворял осуществляемому процессу. Наглядным примером таких ОС является система ввода излучения линейки диодных лазеров в круглое оптическое волокно. Можно сказать, что с применением высокотехнологичных оптических компонентов возможно преобразование любого профиля исходного пучка в другой любой профиль до тех пор, пока это не противоречит законам сохранения энергии и качества пучка M2. Упрощенно эти законы могут быть сформулированы так: При распространении симметричного пучка через идеальную ОС M2 сохраняется, для асимме тричного пучка сохраняется величина M2XM2Y (улучшение качества пучка по одной оси эквивалентно уменьшает его качество по другой). По мере прохождения реального пучка по ОС его качество может только падать. Уменьшение M2 (M2 =1 для гауссова пучка) возможно лишь с потерями энергии, пропорциональными степени данного уменьшения.
Существуют три основных класса методов beam shaping'а (BS) [5]. Простейший представляет собой выделение нужной части пучка с помощью диафрагмы и в силу очевидных причин в лазерной технологии используется редко. Второй класс, называемый field mapping'ом (FM), объединяет широкую группу оптических систем, вносящих некоторую фазовую неоднородность в весь исходный пучок, в результате чего характер его последующего распространения меняется. Пример рефрактивного гомогенизатора [6] показан на рис. 3. Параметры асферического компонента А1 подобраны так, что он создает равномерное распределение интенсивности на коллимирующем асферическом компоненте А2, а фокусирующая система FS строит изображение этого распределения в некоторой плоскости вблизи фокуса.
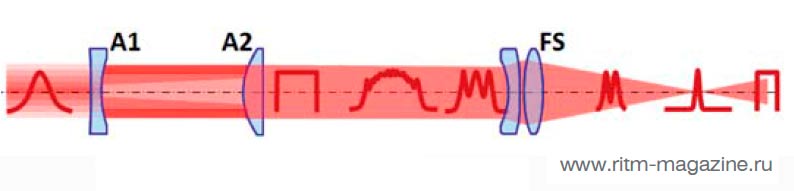
Рис. 3. Рефрактивный BS и изменение пространственного профиля пучка по мере его распространения
Такая техника в основном применяется для генерации осесимметричных распределений (равномерное, кольцо, система концентрических колец). Введения анаморфотных компонентов позволяет создавать несимметричные профили, но с существенной неоднородностью освещенности.
Третий класс BS составляют многочисленные интеграторы пучка [7] (Beam Integrators, BI), рис. 4. В рефрактивных ВI разделение входного пучка обычно осуществляется с помощью линеек микролинз (Micro Lens Array, MLAs), дифракционных оптических элементов (DOEs), включающих решетки и растры с различными классами симметрии, ступенчатую оптику (Kinoforms). Начинают находить применения интеграторы нового поколения, созданные на базе фотонных кристаллов (Photonic Crystals, PC или Photonic Band Gaps, PBGs). Входной пучок в таких ОС разделяется на множество субпучков, каждый их которых потом направляется по своей траектории.
Такие ОС применяются для генерации линейных и прямоугольных профилей с очень высокой степенью однородности, сложных двумерных распределений.
В отражательных BI пучок делится с помощью отражательных решеток и растров, мультифокальных и ступенчатых зеркал.
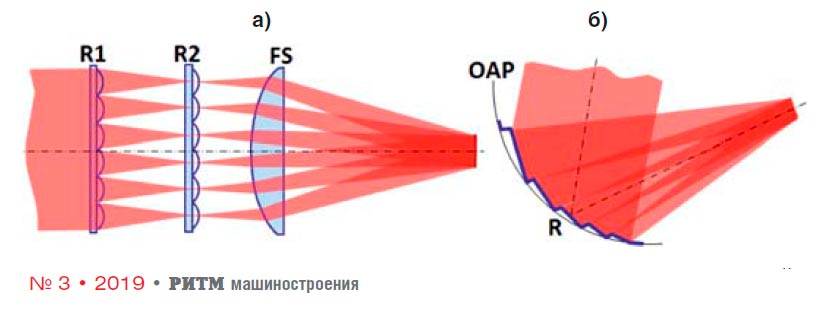
Рис. 4. Растровые гомогенизаторы: а — рефрактивный, б — зеркальный
В прогрессивных ЛТУ для резки и сварки находят применение более простые BS [8], рис. 5. Суть их действия [9] заключается в том, что один из субпучков используется для основного процесса, а другой/другие — для вспомогательного, например, один осуществляет предподогрев, а второй — проплавление разогретого материала.
Для вспомогательного процесса всегда используется пучок с худшим качеством. Сканирование сфокусированного пучка через сопло традиционных головок для сварки и резки [10] также классифицируется как динамический BS, хотя по сути ничем не отличается от техники IFOV.
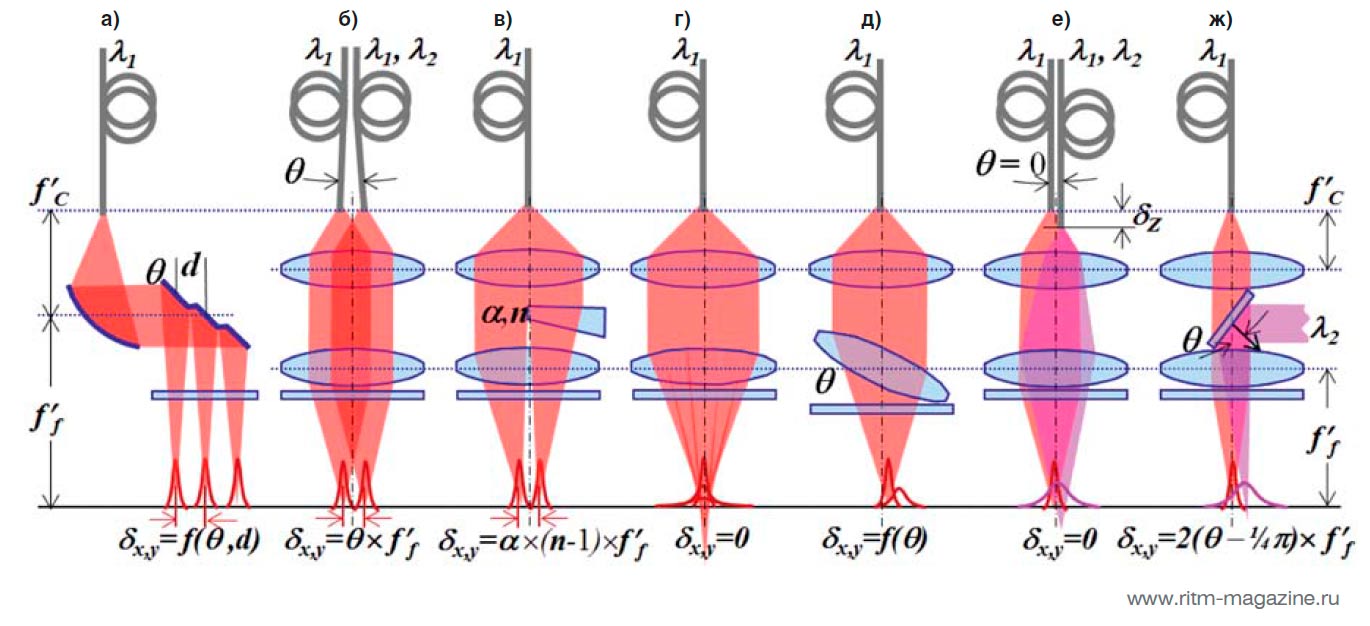
Рис. 5. Деление пучка: а — на ступенчатой параболе; б — за счет введения угла на входе; в — на клине. Преобразование профиля:
г — на мультифокальной линзе; д — внесением аберраций; е — различной длиной коллимирования; ж — сложением пучков
Лазерно-индуцированные процессы
Качество ОС мощных ЛТУ существенно нарушается лазерно-индуцированными тепловыми процессами при поглощении излучения в объеме и на поверхностях оптических элементов. У хай-тек оптических компонентов величина объемного поглощения может составлять 0.25 ррм/см, а поглощения на поверхности — 2–4 ppm [11]. Однако у стандартных компонентов эти значения существенно выше.
Поглощение проходящего излучения приводит к формированию сильно аберрированной тепловой линзы. Основной вклад в этот процесс вносит температурная зависимость показателя преломления (70–75%), 15–20% приходится на долю фотоупругости, остальные 5–10% — на долю теплового расширения.
Простейшим проявлением этих процессов является уменьшение фокусного расстояния рефрактивной ОС. Для идеально чистых поверхностей оно варьируется от 2×10–3 Вт–1 для отечественного стекла до 2×10–6 Вт–1 для кварца Suprasil 3001. Для загрязненных поверхностей уход фокуса становится непредсказуемо большим (до 10% фокусного расстояния).
В современных оконечных устройствах он компенсируется путем внесения геометрической расходимости подвижкой одного из компонентов либо адаптивным элементом. Сигналы, управляющие перемещением, получаются при анализе изображения совмещения нескольких субпучков, выделенных из пучка пробного источника [12], либо сформированных из рабочего пучка при его прохождении через DOE с мощным нулевым порядком [13].
Более тонким процессом является аберрационная деградация качества пучка, приводящая к значительной аксиальной неоднородности пространственного
распределения пучка в каустике [14], рис. 6. Для стандартных оптических элементов величина лазерно-индуцированной волновой аберрации имеет порядок
1–2×10–4 λ (W×mm)–1, что обуславливает ее существенное влияние на качество ОС с суммарной толщиной стекла в десятки миллиметрах уже при десятках ватт мощности лазерного излучения.
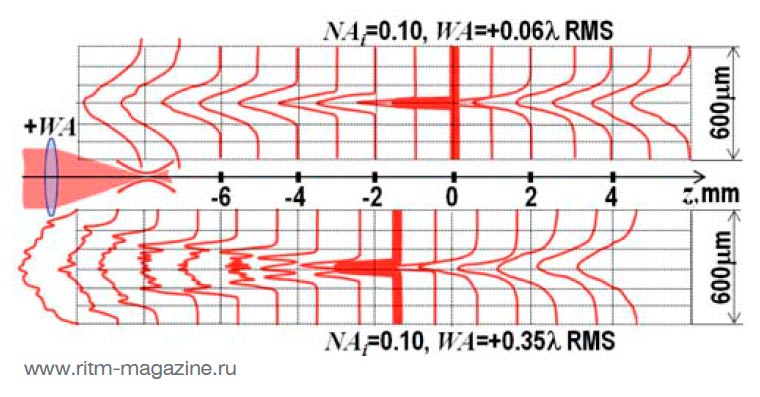
Рис. 6. Деградация каустики пучка лазера LC-04 (IPG), M2 = 1,17 при
увеличении среднеквадратичного значения лазерно-индуцированной
положительной волновой аберрации ОС с 0.06λ до 0.35λ
Такое изменение каустики пучка драматически снижает качество лазерной обработки. При преобъективном сканировании лазерный пучок постоянно перемещается по ОС, таким образом фокусировка в разные точки поля происходит либо «горячим», либо «холодным» стеклом. ОС с осевыми пучками при программируемом изменении мощности источника и неплоскостности объекта обработки доставляют на поверхность пучки с разной яркостью.
В ЛТУ с лазерами высокой мощности, реализующих технологические процессы, сопровождающиеся выносом большой массы вещества в виде паров и капель, превалирующим фактором деградации качества ОС, и, в конечном счете, разрушения последней, является поглощение лазерного излучения на загрязненных поверхностях ее компонентов [15].
Давление паров в зоне взаимодействия излучения с веществом настолько велико, что они в любом случае преодолевают встречный поток газа, истекающего через сопло в установках с осевым пучком, и, тем более, поперечный поток из линейного сопла (cross jet) в сканирующих ЛТУ. Наиболее уязвимой является оптика ЛТУ для сварки и наплавки, в которых расход и давление вспомогательных газов небольшие, сопло часто отсутствует, а средняя мощность излучения достигает десятков киловатт.
В связи с этим оценка порогов лучевой прочности компонентов ОС в лабораторных условиях теряет актуальность. Так, наибольшие «лабораторные» пороги разрушения регистрируются для оптики из плавленого кварца и достигают, соответственно, единиц ТВт/см2 для объема и десятков ГВт/см2 для поверхности с оптическими покрытиями.
Для непрерывного излучения величины порогов разрушения менее чувствительны к параметрам воздействия и достигают 10 КВт на 1 мм диаметра лазерного пучка. Пороги лучевой прочности ОС производственных ЛТУ на порядки ниже. Частично это связано с выбором наиболее бюджетных решений, но наибольший вклад в их снижение вносится загрязнением поверхностей ОС.
Частицы, осевшие на поверхность компонентов ОС из производственной атмосферы, вспомогательных газов и эрозионного факела, являются теплоизолированными, поэтому легко возгоняются даже при слабых потоках излучения. Продукты возгонки оседают на оптической поверхности, создавая зону локального повышенного поглощения вокруг каждой микрочастицы.
Многократное воздействие на эту зону приводит к локальному разрушению поверхности, что, в свою очередь, превращает повышенное поглощение в аномально высокое. Уже на этой стадии производительность и качество процесса, осуществляемого ЛТУ, недопустимо падает.
Деградация развивается кумулятивно и заканчивается тепловым разрушением оптического компонента. В связи с этим для ЛТУ большой мощности вопросы защиты компонентов ОС от загрязнений приобретают приоритетное значение.
Общие принципы конструирования оконечных устройств могут быть кратко сформулированы следующим образом [16]:
- уменьшение количества рефрактивных оптических элементов, использование оптических материалов с возможно высокой теплопроводностью, эффективное охлаждение оптики;
- использование по возможности зеркальной оптики;
- герметизация системы, организация нескольких промежуточных окон (в том числе аэродинамических) для защиты оптических компонентов и, главное, выходного коннектора лазера, от загрязнений продуктами обработки;
- удобство регламентной чистки и замены оптики (особенно это касается последнего компонента ОС, всегда контактирующего с окружающей средой)
Конструктивная реализация рассмотренных принципов приводит к тому, что, несмотря на использование относительно простых оптических решений, современные оконечные устройства представляют собой сложные оптомеханические комплексы, вид некоторых из них приведен на рис. 7.
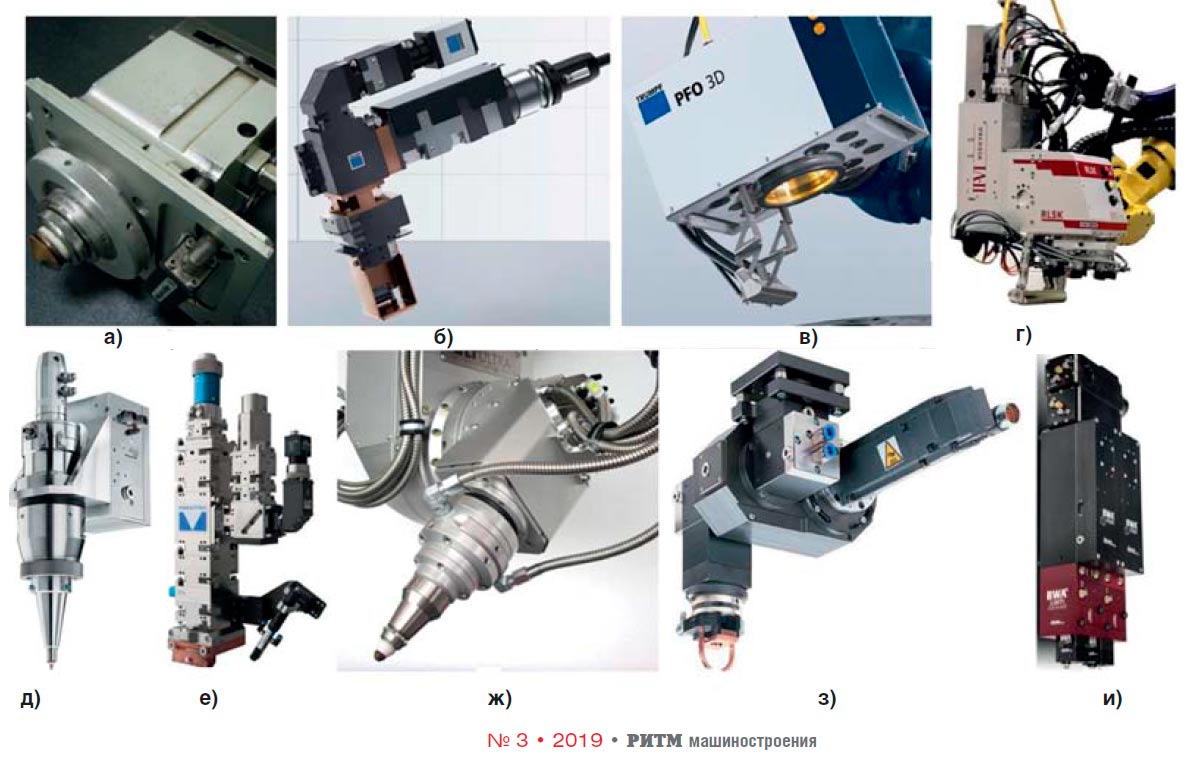
Рис. 7.
Варианты оконечных устройств:
а — режущая головка Trumpf с датчиком Precitec (1992 г.).
Современные оконечные устройства:
б — сварочная головка BEO D50, Trumpf; в, г — сканирующие многоцелевые головки Trumpf и II–VI/HighYAG; д, е — режущая головка YK52
и сварочная IDM KeyholeFinder, обе Precitec; ж — режущая головка RSLH 3D-3, LT-Ultra; з — сварочная головка Kugler LK190; и — анализатор
пучка BWA-MON, Haas.
Постоянно развивающаяся концепция Smart System требует сокращения участия оператора в работе ЛТУ.
В связи с этим оптические системы современных лазерных технологических установок строятся так, чтобы обеспечить дополнительные функциональные возможности:
- подсветка объекта либо его части, подвергаемой лазерной обработке [17];
- видеозахват и мониторинг неподвижного либо движущегося обрабатываемого объекта для преобразования системы координат приводов в зависимости от его ориентации (система «Видеокомпас» ООО «Лазерный Центр»);
- обеспечение видеоконтроля процесса обработки [18];
- минимизация ослепления сенсора бликами рабочего пучка и плазмой в зоне взаимодействия [19];
- обеспечение прочих видов оптико-физического контроля процесса обработки [20].
ЗАКЛЮЧЕНИЕ
Правильный выбор типа ОС ЛТУ, грамотный расчет и конструирование в значительной мере определяют эксплуатационные характеристики всей системы. Не менее важную роль играет оптимальная интеграция этой ОС в оконечное устройство. Многочисленные факторы влияния на функционирование ОС в процессе работы превращают разработку в сложную многопараметрическую конструкторскую задачу. По этой же причине универсальные системы всегда проигрывают специализированным. Часто использование простых, но эффективных решений позволяет получить параметры, сопоставимые с параметрами, обеспечиваемыми продукцией мировых лидеров отрасли.
Владимир Игоревич Юревич, к. ф.-м. н.
ООО «Лазерный Центр»,
Литература
- V. I. Yurevich et al., «Optical design and performance of F-Theta lenses for high-power and high-precision applications», Proc. SPIE 9626, 96261S (2015).
- V. I. Yurevich et al., «Successful starting point selection for two-mirror meniscus scanner optimization for laser machining», Opt. Eng. 58 (1), 015109 (2019).
- «Application note for laser processing using EL-10–42-OF tunable lens», https://www.optotune.com/downloads Polaris Motion, «Motion control system catalog», http://pmdi.com/upload/docs/PolarisCatalogOct2017_Web.pdf (01.03. 2018). F. M. Dickey, L. S. Weichrnan, R. N. Shagam, Laser Beam Shaping Techniques, Proc. SPIE 4065 (2000), https://doi. org/10.1117/12.407361
- A. Laskin, V. Laskin «Freeform beam shaping for high-power multimode lasers», Proc. SPIE 8960, 89601P (2014); https://doi.org/10.1117/12.2037007
- R. Voelkel, K. J. Weible, «Laser beam homogenizing: limitations and constraints», Proc. SPIE 7102 (2008; https://doi.org/10.1117/12.799400
- H. Schwede et al., «Multi spot laser beam processing. Fundamentals— Applications — Diagnostics — Quality Assessment», Proc. ICALEO2001, LIA, Orlando, Oct. 15–18 (2001).
- K. S. Hansen, M. Kristiansen, and F. O. Olsen, Beam shaping to control of weldpool size in width and depth, Physics Procedia 56, 467–476 (2014)
- C. Goppold, T. Pinder, P. Herwig, «Dynamic beam shaping for thick sheet metal cutting», Proc. Laser in Manufacturing LIM 2017 Munich, June 26–29
- R. Chou et al., «Thermally induced distortion of a high-average- power laser system by an optical transport system», Proc. SPIE 3782, 246–254 (1999).
- B. X. Cao et al., «Automatic real-time focus control system for laser processing using dynamic focusing optical system», Optics Express, 25 (23) 28427 (2017)
- B. X. Cao et al., «Real-time detection of focal position of workpiece surface during laser processing using diffractive beam samplers», Optics and Lasers in Engineering, 86, 92–97 (2016)
- Yurevich V. I. et al., «Gas-assisted laser cutting of medium-section metals using spherically aberrated beams», Optical Engineering 54 (4), 044103–1 (2015).
- S. Ream et al., «Zinc sulfide optics for high power laser applications», Proc. ICALEO 2007, LIA, Orlando, Oct.29 — Nov.1 S. Ream, «Overcoming focal shift in high-power laser welding», Industrial Laser Solutions 09/18/2015
- U. Thombansen, M. Ungers, «Illumination for process observation in laser material processing», Physics Procedia 56, 1286– 1296 (2014)
- T. Spears and S. Gold, «In-process sensing in selective laser melting (SLM) additive manufacturing», Integrating Materials and Manufacturing Innovation 5:2 (2016)
- G. Ritt, B. Schwarz, B. Eberle, «Preventing image information loss of imaging sensors in case of laser dazzle». Optical Engineering 58 (1), 013109 (2019)
- V. N. Lednev et al., «Laser induced breakdown spectroscopy for insitu multielemental analysis during additive manufacturing process». J. Phys.: Conf. Ser. 1109, 012050 (2018)
















