Нанесение маркировки в последние годы – обязательная процедура в технологической цепочке. Благодаря низкой себестоимости лазерная гравировка на современном этапе способна захватить нишу объектов в системах контроля и маркировки грузов у радиочастотной идентификации (RFID), рынок которой пока развивается медленно. В статье проанализированы отечественные маркировочные комплексы. Рекомендованы оптимальные параметры рабочих режимов для регистрации графической информации с точки зрения сочетания параметров излучения и материалов.
Излучение лазеров, работающих в непрерывном или импульсном режимах, достигая поверхности обрабатываемого материала, имеет плотность мощности, достаточную для его нагрева, плавления или испарения. Эти процессы лежат в основе большинства лазерных технологий обработки материалов. Для выбора режимов технологических процессов очень важно подобрать оптимальное сочетание параметров излучения и материалов (сочетание лазер-материал): пространственной когерентности, мощности излучения, генерируемой длины волны, поглощательной способности обрабатываемого материала. В большей степени сказанное относится к использованию лазеров в качестве инструмента для вывода битовой информации в виде графических изображений на металле. В последнее время такие операции находят все большее применение, они имеют свои специфические особенности, которые выставляют свои требования к используемому оборудованию. На рынке маркировочного лазерного оборудования присутствуют разнообразные лазерные комплексы. Однако анализ современного состояния тематической литературы показал, что каких-либо рекомендаций по применению конкретного оборудования для этих целей нет. В настоящей статье проанализировано существующее лазерное оборудование с позиций его использования в операциях вывода графической информации на поверхность металла.
Для исследования влияния лазерного излучения различной генерации на формирование в поверхностных слоях металла кластерных структур различных цветовых оттенков использовались системы прецизионной лазерной маркировки (СПЛМ) и прецизионные лазерные маркирующие комплексы (ПЛМК) (табл. 1).
Таблица 1. основные характеристики маркировочных лазерных комплексов:
Все установки снабжены одинаковой лазерной сканирующей головкой, выполненной на базе гальванометрических сканаторов, и одинаковым объективом плоского поля. Сканирующая головка обеспечивает во всех случаях перемещение луча в поле 100х100 мм2 с точностью (повторяемостью) контура 2,5 мкм.
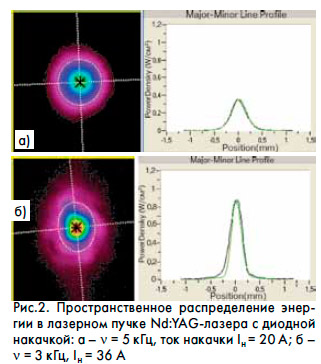
Оборудование, представленное для экспериментальных работ, – это современные лазерные системы. Одни базируются на ламповой накачке, другие на новейших разработках в области лазерной техники, полупроводниковой накачке. Выбор оборудования определялся, с одной стороны, его доступностью для проведения экспериментальных исследований, с другой, – специфическими особенностями распределения плотности светового потока по диаметру пучка излучения. Системы, выполненные на базе твердотельного Nd:YAG-лазера, имеют распределение энергии по площади пятна с явно выраженным пиком в его центре (гауссово распределение) и ярко выраженной многомодовостью излучения при определенных мощностях. Облучение материала излучением такого лазера неравномерно по площади. Поэтому реакции материала на падающее излучение в разных зонах отличаются. И определенные физические явления возникают только в тех зонах, которые поглотили световой поток (рис.1, 2)
(рис.1, 2,3)
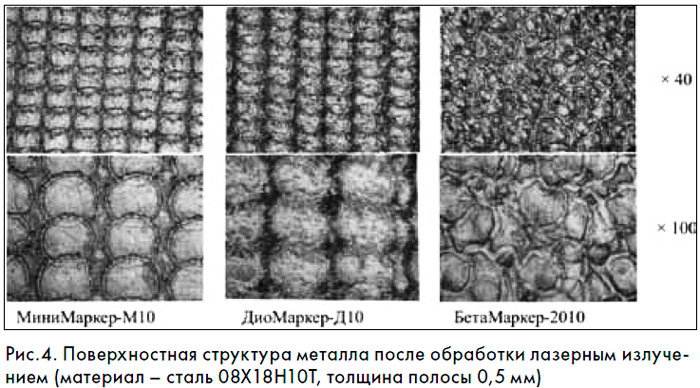
достаточной плотности. Все диаграммы пространственного распределения мощности лазерного излучения комплексов Д’Марк-06, БетаМаркер-2010, ДиоМаркер-Д10, МиниМаркер-М10, МиниМаркер-М20 построены на основании замеров, проведенных в ООО "Лазерный центр" (Санкт-Петербург). Особенность структуры распределения энергии в пучке волоконного лазера состоит в более равномерном распределении энергии по пятну лазера. В этом распределении тоже присутствует явно выраженный пик, но он имеет как бы "срезанную" вершину (рис.3). За счет этого линия, проводимая лазером на поверхности металла, получается почти идеально равномерной по характеру воздействия луча лазера. В ходе предварительных исследований после обработки лазерным излучением с различной генерацией проанализировали поверхностную структуру металла. Анализ показывает, что распределение энергии по сечению луча лазера оказывает существенное влияние на характер отпечатка на материале. Структура распределения энергии в пучке Yt-лазера отличается от распределения в пучке Nd:YAG-лазера. В пучке Yt-лазера энергия по пятну распределена более равномерно (рис.4), что объясняется его "плосковершинностью".
Важной характеристикой оптической системы, влияющей на геометрические характеристики отпечатка, является глубина фокусировки используемых лазеров. Преобразованный оптической системой лазерный луч имеет в области фокусировки вид каустики, гиперболоида вращения с диаметром d0 перетяжки пучка. Чем больше глубина фокусировки оптической системы, тем выше вероятность приложения максимальной мощности к поверхности материала, определяемой диаметром отпечатка. Форма пучка и глубина резкости b при его фокусировке (рис.5) различаются для разных типов лазеров.
Таким образом, для поглощения максимальной энергии импульса перед лазерной обработкой необходимо провести юстировку пучка таким образом, чтобы на поверхность материала попала перетяжка пучка в диапазоне b. Измерения диаметров лазерных пучков, проведенные по методике ООО "Лазерный центр", показали: для Yt-лазеров b = 250–400 мкм; для Nd:YAG-лазеров b = 100–150 мкм.
Отпечатки луча различных лазерных комплексов в виде оплавленных участков поверхности образца, полученные на этапе предварительных исследований, имеют форму, близкую овальной или круглой (рис.6). Заметно, что наиболее стабильные отпечатки (значит воздействие пучка на материал более предсказуемо) были получены при обработке на ПЛМК Д’Марк-06, МиниМаркер М10 и МиниМаркер М20. БетаМаркер дал отпечаток неправильной геометрической формы, а также чрезвычайно неравномерное распределение энергии по сечению луча, что связано с его технологическими особенностями.
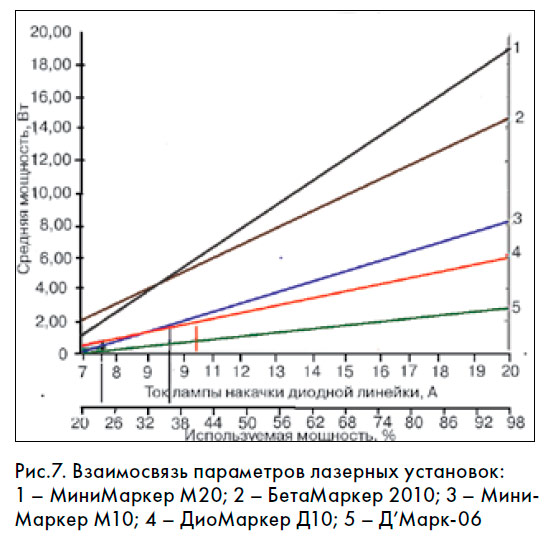
Поскольку рабочие параметры лазерных комплексов обладают отличающимися параметрами, определяющими мощность излучения, необходимо установить их взаимосвязь. Это важно для того, чтобы проводить эксперименты в одинаковых условиях. С этой целью была измерена средняя мощность (Pср) на анализируемых комплексах и установлены эмпирические зависимости средней мощности излучения от технологических параметров:
1) МиниМаркер М20 Pcp= 0,47(1+(P%–20)/2)+0,63 (R2=1,0);
2) БетаМаркер 2010
Pcp= 0,9541(А–6)+1,2802 (R2= 0,98);
3) МиниМаркер М10 Pcp= 0,5(1+(P%–25)/5)+0,4 (R2= 1,0);
4) ДиоМаркер Д10
Pcp= 0,4369(А–6)+0,0374 (R2=0,99);
5) Д’Марк-06
Pcp= 0,1987(А–6)+0,0308 (R2=0,98),
где P% – прикладываемая мощность излучения (%); А – ток лампы накачки, R2 – квадрат коэффициента корреляции.
Из рис.7 видно, что Pcp = 2 Вт можно получить на Д’Марк-06 при токе накачки 16 А. Эту же мощность можно получить, задав ток 10,5 А, на ДиоМаркер Д10. Для МиниМаркер М10 необходимо задать около 36% мощности, а для МиниМаркер М20 около 24% мощности. На БетаМаркер 2010 такую мощность можно получить, только выйдя за пределы общих параметров. Таким образом, мы продемонстрировали поиск соответствия между технологическими параметрами установок ради получения одинаковой мощности излучения. Выяснилось, что получаемый результат определяется не столько приложенной средней мощностью излучения, сколько удельной мощностью (табл. 3), от которой зависит эффект возникновения цветных структур на материале.
На рис.8 представлены диаграммы изменения удельной мощности для анализируемых лазерных установок. Пунктиром нанесены минимальные значения удельной мощности для выполнения операций, связанных с нагревом, плавлением и испарением железа. Следует отметить, что на Д’Марк-06 режим испарения не достижим, это наблюдается и на практике.
Режим нагрева может быть реализован только при токе лампы накачки диодной линейки менее 7,5 А. Однако тогда не удается получить цветные структуры на поверхности материалов. Цветные структуры на различных материалах возникают в режиме плавления, когда ток лампы накачки диодной линейки меняется в диапазоне 9–18 А. Для ДиоМаркер Д10 реализация процессов, связанных с плавлением и испарением металла, возможна. В меньшей степени возможен режим плавления для остальных комплексов. ДиоМаркер Д10 за счет малой длительности импульса имеет наибольшую импульсную мощность, что в свою очередь может приводить к испарению верхнего слоя материала – абляции. При этом сформировать слой цветных оксидосодержащих структур удается только при пониженной мощности на материалах с высокой теплопроводностью (медь М1) и относительно высокой температурой плавления (нержавеющие стали, титан ВТ1-0).
Обработка материалов, обладающих низкой температурой плавления (свинец), приводит к абляции, а не к формированию оксидного слоя. Формирование образцов с тестовыми таблицами проводили, исходя из:
• определенных теплофизических свойств материалов;
• технологических особенностей лазерных установок;
• сочетания обоих факторов.
Согласно им и в зависимости от задач эксперимента, выбирался лазерный комплекс, варьировались мощность излучения, частота следования импульсов и скорость обработки. Мощность регулировалась посредством изменения технологических параметров лазерных установок. Сформированные программы управления с тестовыми таблицами для обработки металлической поверхности лазерным излучением с заданными параметрами воздействия лазерного луча передавались для исполнения на лазерные комплексы. Обработка металлической поверхности проводилась в кислородной среде (на воздухе) при комнатной температуре.
Результаты экспериментальных исследований дали возможность в определенной степени понять особенности воздействия импульсного лазерного излучения различной генерации на образование цветных оксидосодержащих структур на поверхности металлов и выработать рекомендации по использованию того или иного оборудования. Показано, что на различных лазерных комплексах можно подобрать такие технологические параметры, чтобы мощность излучения, от которой зависит формирование цветных структур, была одинакова. Кроме того, были получены аналитические зависимости эквивалентных технологических параметров установок.
В результате проделанной работы показано, что для формирования цветных оксидных структур на поверхности материала в наибольшей степени подходит система прецизионной лазерной маркировки ДиоМаркер Д10 (производства ООО "Лазерный центр"). Объясняется это тем, что это оборудование обладает достаточно протяженной зоной изменения удельной мощности, где наблюдается плавление поверхностного слоя. Это подтверждается и большей цветовой палитрой, получаемой на поверхности металла. На остальных комплексах также удалось сформировать на поверхности металла цветные образования, однако они обладают меньшей насыщенностью цвета и меньшей цветовой палитрой. Это объясняется более узкой зоной изменения удельной мощности, в которой происходит плавление металла.